




























- данный полуприцеп может быть изготовлен с необходимой вам высотой ССУ от 1150 до 1800 мм
ВНИМАНИЕ цвет! ДОП.ОПЦИЯ На сайте представлены автомобили разных расцветок. Все требования и пожелания по цвету и окраске продукции согласовывайте на этапе разработки технического задания и заключения договора.

| Параметры масс | |
| Масса снаряженного полуприцепа-цистерны, кг | 8 970 |
| Полная масса ППЦ, кг | 31 330 |
| Распределение нагрузки от полуприцепа полной массы | |
| На седельное устройство тягача, кг | 12 500 |
| На оси ППЦ, кг | 18 830 |
| Цистерна бензовоз | |
| Количество изолированных секций | 2 |
| Сечение цистерны | чемоданное |
| Объем цистерны, куб.м. (поверка) | 26 (13 + 13) |
| Подвеска полуприцепа | |
|
Тип |
двухосная, рессорно-балансирная, тип осей BPW |
| Количество осей/колес | 2 / 4+1 |
| Шины | |
| Размер шин Информация по шинам |
14,00R20 (Continental) |
| Опорное устройство | |
| Модель | механическое с ручным приводом |
| Шкворень | |
| Типоразмер, дюйм | 2 |
| Тормозная система | |
| Рабочая | тормозная система с пневматическим приводом. Система выполнена по двухпроводной схеме с антиблокировочной системой (АБС) конфигурации 4s/3m: Тормозной механизм колодочный барабанного типа на всех колесах |
| Стояночная | тормозная система с пневматическим приводом, воздействующим на колодки тормозных механизмов первой и второй оси |
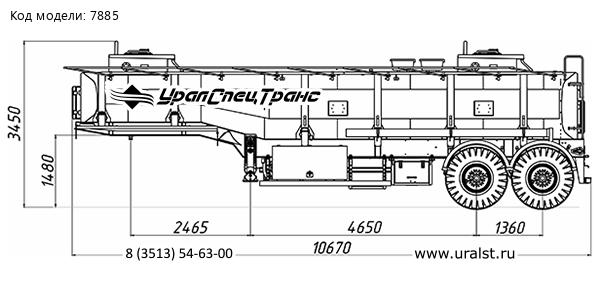
| Габаритные размеры полуприцепа-цистерны | |
| Длина, мм | 10 670 |
| Ширина, мм | 2 550 |
| Высота, мм | 3 450 |
| Высота ССУ, мм | 1 480 |



| Технология производства | |
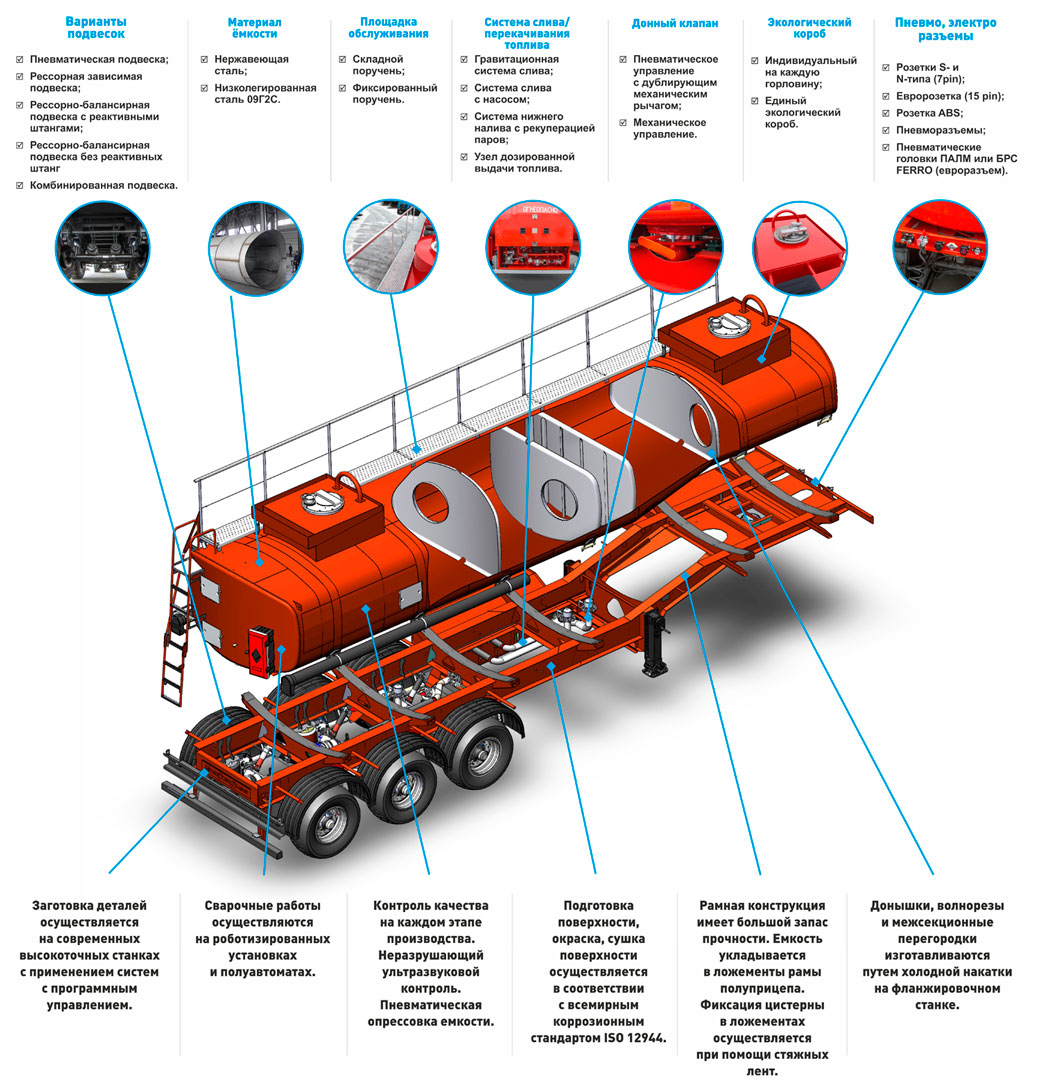
| Заготовка | Раскрой деталей различных геометрических форм выполняется на установке плазменной резки. Резка металла в размер производится при помощи листовых ножниц, обеспечивающих идеально чистый рез, без заусенцев и скручивания листа. Изготовление деталей гнутого профиля производится на гибочном прессе. Изготовление донышек осуществляется на современном автоматическом станке для фланжирования. |
| Сварка | Сварка обечаек производится на роботизированной сварочной колонне, что обеспечивает ровный кольцевой шов. Сварочные работы мелкого масштаба осуществляются на современных сварочных полуавтоматах. |
| Окраска | Подготовка поверхности, покраска и сушка покрытия осуществляется с соблюдением всех требований стандарта ISO 12944. Подготовка поверхности под окраску включает: обезжиривание, гидроаброзивную очистку мелких деталей, дробеструйную обработку крупных деталей, покрытие пассивирующими составами. Окраска крупных деталей осуществляется в современной окрасочно-сушильной камере. Окрашивание мелких деталей производится в окрасочной камере с подвесным ручным конвейером. |
| Контроль качества | Сварные швы емкости проходят неразрушающий ультразвуковой контроль. Следующим этапом производится пневматическая опрессовка емкости – проверка механической целостности, также обеспечивающая проверку герметичности цистерны при повышении рабочего давления. |
| Конструкция ППЦ | |
| Несущие элементы | Цистерна установлена в ложементы рамы полуприцепа через резиновый демпфер. Фиксация цистерны на ложементах осуществляется при помощи стяжных лент. |
| Волнорезы | Полусферической формы фланжированные холоднокатаные, смещенные от сварных швов обечаек, с инспекционными люками-лазами, смещенными от оси цистерны, площадь перекрытия не менее 70% |

Технические характеристики автотехники, приведенные на данной странице, носят справочный характер, т.к. параметры и иные эксплуатационные показатели зависят от желаемой покупателем комплектации транспортного средства.
При этом завод-изготовитель оставляет за собой право изменять технические характеристики автотехники, а также состав и перечень применяемых для ее изготовления комплектующих, если указанные мероприятия направлены на улучшение параметров конструкции, работоспособности автотехники и не изменяют ее назначение.











